Cutting and Cleaning Caisson Sections
Project Overview
Tullow Oil partnered with RGL to evaluate the effectiveness of abrasive water jet technology for cutting and cleaning caisson sections on a Floating Production Storage and Offloading (FPSO) unit moored offshore Ghana.
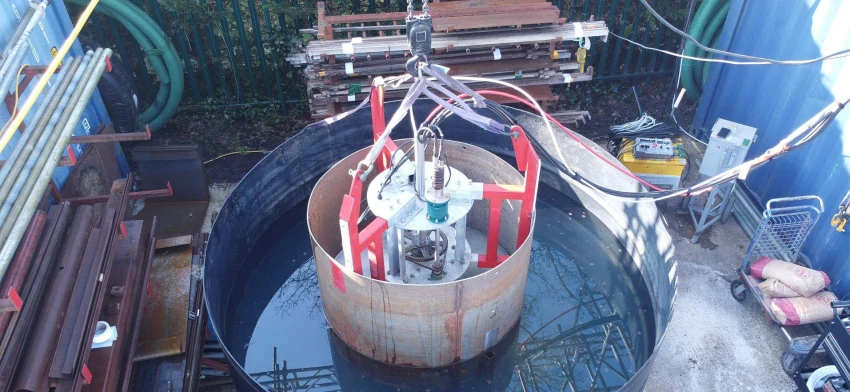
RGL designed and built a full-scale caisson mock-up, which was submerged in a purpose-built water tank at the yard to accurately simulate underwater operating conditions as closely as possible.
The two-day trial tested three critical operations: a horizontal cut, a vertical cut, and a high-pressure marine growth cleaning operation. These tests were
observed by representatives from Tullow Oil and other key partners

Objectives
The primary objectives of the trial were to:
- Demonstrate that abrasive water jet technology can reliably cut and clean caissons under simulated underwater conditions.
- Identify any potential operational challenges and develop practical solutions to protect the offshore project schedule.
- Validate the precision, safety, and overall suitability of the technology for real-world offshore deployment.
Process and Findings
Horizontal Cut
A purpose-built cutting rig, complete with control cables, hydraulic hoses, and garnet abrasive feed, was lowered into the submerged caisson. Using an ultra-high-pressure water jet mixed with garnet, the rig successfully cut through 50mm thick steel at a rate of 12mm per minute. The full 360-degree cut was completed in 3.5 hours.
The severed section was safely removed using a magnet and winch. However, spent garnet accumulated to a depth of approximately 30mm at the base of the caisson, presenting a potential issue for offshore operations.
Solution Implemented
Angle the cut slightly to direct garnet away from the caisson interior, position the cut 6-10 mm above the base, and deploy a Venturi Jet Pump to vacuum spent garnet during the operation.

RGL’s Solution
Cleaning Operation
A rotary nozzle operating at 1,000 bar was deployed to remove simulated marine growth. The smaller receptacle (597 mm diameter) was cleaned effectively without damaging the internal protective coating. However, cleaning of the larger caisson (1,270 mm diameter) was unsuccessful due to an incorrectly designed centraliser and suboptimal nozzle distance.
Solution Implemented
Redesign the centraliser with adjustable 336 mm nozzle extensions and reduce rotation speed to allow multiple cleaning passes for improved coverage and effectiveness.
Vertical Cut
Using the same cutting rig at 2,800 bar pressure and a 5-degree cutting angle, the team performed a vertical cut through the 50 mm steel wall. The whole operation took 4 hours and 38 minutes to complete. The cut was largely successful; however, an 8-minute power outage caused the rig to shift slightly, leaving a small uncut section.
Solution Implemented
Install a ¼-turn valve in the hydraulic system to maintain rig stability and position during any power interruptions.
Results
The trial successfully demonstrated that RGL's abrasive water jet technology is highly effective for precision cutting of caissons in underwater conditions. Both the horizontal and vertical cuts were completed with excellent accuracy and control. While the cleaning operation delivered mixed results, the identified issues were clearly understood and practical, low-impact solutions were developed.
Importantly, all challenges, garnet accumulation, centraliser design, and power stability, can be resolved with straightforward engineering adjustments that will not impact the planned offshore project timeline.
Conclusion
The Tullow Oil Caisson Cutting Trial validated RGL's abrasive water jet cutting and cleaning technology as a reliable, precise, and safe solution for offshore caisson maintenance.

Completing The Job
Following the successful yard test, we packed a container with all the required equipment and spares, then shipped it to Ghana. The journey took several months, with our equipment travelling over 3,000 miles.
Once on board the FPSO vessel (Floating Production Storage and Offloading), we set up and immediately got to work.
The first task was to clear the inside of the caisson of any debris or deposits (such as marine growth) that could snag the motorised cutting rig. This was achieved using a rotary jetting head at 2800bar.
With the caisson clean and clear, the cutting rig was lowered into position and completed the cut successfully, on schedule and without issues.
Once the cut was complete, we converted our pump to HP to re-clean the caisson side (utilising a rotary jet with extension arms) to allow the new installation and grouting to commence.
Request a call back

